
- Немного теории
- Знакомство с элементом
- Быстрорежущая сталь разных марок для ножей
- Сталь Р18 и ножи из неё
- Ножи из стали быстрорез Р12
- Клинки из быстрореза Р6М5
- О снятии фаски
- Основные формы и характеристики спусков на самодельных ножах
- Изготовление вручную
- С чего начать? Подготовительный этап
- Как сделать спуски на ноже болгаркой
- Подготовительный этап
- Советы специалистов
- Вырезка заготовки
- Снятие фаски
- Работы по спуску
- Профили заточки
- Угол α
- Полуторная
- Как сделать спуски на наждаке
- Ленточно-шлифовальная машина для изготовления спусков
- Простое устройство для заточки ножей
- Способы
Немного теории
В этой статье мы попробуем собрать, насколько сможем, некоторую полезную информацию для правильного затачивания спусков. Так что наберитесь терпения, изучите материал и вперед!
На самом деле нет идеального решения для абсолютно всех вариантов, спуск на клинке можно выполнить только для конкретных задач. Золотой середины, можно добиться, но такие противоречивые параметры, как толщина клинка, и толщина лезвия, не дадут ножу идеальных параметров.
Для понимания процедуры резки нужно рассмотреть этот процесс внимательнее. Режущая кромка разрезает материал, а дальше идет в работу спуск, который своими качествами, раздвигает материал, подвергающийся резу.
Соответственно, чем тоньше спуск, тем рез будет быстрее. Но за счет этого страдает прочность клинка, и наоборот.
Если спуск будет более массивным, то и прочность клинка увеличивается, а вот рез по скорости, уже уменьшается. Надеемся, что у нас получилось объяснить принцип действия ножа при резе.
Соответственно, при создании клинка, нужно чем-то жертвовать, но опять же, нужно знать для чего вы его изготавливаете. Сам спуск довольно важный элемент ножа, уже стало понятно, что от его толщины, меняются и его характеристики.
Знакомство с элементом
Несмотря на то что изготовление самодельного ножа является процессом достаточно трудоемким, домашних умельцев это не останавливает. Причин этому может быть несколько. Преимущественно это стремление удовлетворить свой творческий потенциал. Использовав подручные материалы, можно создать нож понравившегося типа. Судя по отзывам, кустарные изделия практически не уступают заводским. Кроме того, удается существенно сэкономить. Однако изготовление ножа дома предполагает четкое соблюдение правил, а именно домашнему умельцу придется соблюдать очередность действий. Как утверждают специалисты, одним из важных этапов производства является оформление спусков. Эти элементы изготавливаются путем фрезерования плоских заготовок и очень важны в конструкции клинка, так как обеспечивают его колюще-режущие свойства. 
Быстрорежущая сталь разных марок для ножей
Нож состоит из двух главных частей – клинок и рукоять. Важны обе части. Данная статья нацелена на режущую часть ножа. Марка стали играет важнейшую роль на технические характеристики конечного изделия. Не менее важен процесс изготовления клинка.
Редко люди рассказывают о предварительном отборе заготовки. Со слов профессионалов ножевого ремесла, обязательным и первоначальным этапом является – отсев брака. Проверка проходит простым бросанием заготовок на деревянную поверхность. Сделать это необходимо несколько раз, поддавшиеся трещинам изделия – бракуются.
Найти сталь от быстрорежущей пилы в России достаточно легко. Списанные изделия заводского назначения, завалялось у дедушки в гараже изделие из СССР или приобрести на рынке новый «быстрорез». Вполне подходящие варианты. Быстрорежущие марки стали насчитывают немало пригодных разновидностей для изготовления клинков.
Сталь Р18 и ножи из неё
Рапид из стали Р18 встречается редко. Повезло найти пилу или пластину – «ножеманы» плачут от зависти. Сталь с прочностью до 1000 МПа сохраняет режущие свойства при нагреве до 600 градусов по Цельсию. В производстве применяются для резцовых инструментов: свёрла, резьбовые фрезы, метчики, зенкеры, развёртки и резцы.

Сталь для ножа Р18.
Поддаётся ковке и закалке. Изготовить нож из пилы стали Р18, не составит труда. Вырезать шаблон, сделать спуски, РК и рукоять. Закалять не требуется, отпуск не нужен. Пользователи отзываются только положительно, работают ножами по 15-20 лет.
Ножи из стали быстрорез Р12
Непосредственный заменитель стали Р18. Производственное применение имеет в свёрлах, метчиках, развёртках и прочих вариантах. Структура Р12 близка «собрату» Р18. Супротив близкого сходства присутствует небольшое различие в механических свойствах.
Неоднородность карбида сказывается на Р12 в пластичности и вязкости. Режущие свойства клинка из этого материала однозначно высоки. Заточке поддаётся слегка легче. Хрупкость характерна рапидным сталям, не следует изготавливать «мачете» или топор. Аналог Р18 отлично подойдёт для кухонных работ.
Клинки из быстрореза Р6М5
Сталь довольно ходовая, найти её несложно. Используется в режущем и пильном инструменте, хорошо справляется с ударными нагрузками. Существует несколько разновидностей по ГОСТу. Основные рапидные свойства присутствуют во всех марках Р6М5.
Мнения разняться в использовании клинков из этого материала. При затупившемся лезвии трудно заточить, в походе создаст тучу трудностей. Рекомендуется на длительные мероприятия не брать. Кухонный или разделочный – его предназначение. Непременно справится с деревообработкой.
О снятии фаски
Вначале на заготовке отмечается середина. Линией очерчивается место для будущей режущей кромки. Затем, затянув обдирочный диск понадежнее, включают болгарку. Обрабатывающая поверхность должна располагаться перпендикулярно к кромке ножа. Сильно налегать на диск не нужно, наоборот, им следует еле касаться заготовки. Сначала аккуратно снимается небольшая фаска вдоль кромки по обозначенной линии. Важно, чтобы от линии к середине ножа была выдержана дистанция 0,2 мм. На данном этапе следует быть максимально точным. Болгарку можно перемещать вдоль всей длины обрабатываемой режущей кромки. Чтобы металл не перегрелся и не утратил свои изначальные свойства, во время работы его следует периодически охлаждать. Для этой цели поверхность заготовки обильно поливают водой. Некоторые новички часто задают вопросы: зачем снимать с заготовки фаску и что это даст? Как утверждают опытные мастера, изготавливать спуск будет гораздо проще с уже имеющейся фаской, поскольку она будет явной видимой нижней границей, на которую нельзя заходить. Важно, чтобы фаска была снята вдоль всей режущей кромки.
Основные формы и характеристики спусков на самодельных ножах
Новички, как правило, имея заготовку и весь нужный инструмент, не могут определиться, какой спуск наиболее универсален. Хотя бы для кухонного ножа. Но не волнуйтесь, есть несколько самых распространенных видов спусков, которые мы сейчас рассмотрим:
- Самый распространенный, и делается от самого обуха, это – клиновидный. Применение он находит, как правило, на кухне.
- Еще один довольно популярный вид – тоже клиновидный, идет от самого обуха и переходит в режущую кромку. Но если его перетачивать, он автоматически перейдет в вид номер 1, во время заточки будет образовываться режущая кромка отдельно от спуска. Либо затачивать весь спуск, что довольно проблематично.
- Довольно характерная форма для многих ножей. Лезвие плоское, а спуск начинается с середины или чуть выше к обуху. Заточке поддается довольно легко.
- Очень интересный вариант, и довольно часто применяемый клиновидные спуски и режущая кромка, нож достаточно прочен и рез хороший. Очень гармонично расположены спуски и кромка.
- Режущую кромку образует двойной клин. Спуски клиновидные, но материал между ними и режущей кромкой убран. Очень хорошо режет плотные материалы, но сложен в заточке, можно сказать, для профессионалов.
- Линзовидные вогнутые спуски. Режущая кромка, является как бы продолжением грани между лезвием и скосом к острию. Они могут начинаться практически от самого обуха. Второе название заточки – «бритвенная», ее применяют для опасных бритв.
- Односторонняя заточка приобрела название – стамесочная. Затачивается довольно просто. Ножом можно орудовать, только одной рукой. При этом скос должен быть со стороны рабочей руки.
- Формой напоминает спуск номер 3, но их как таковых нет, прямое лезвие и сразу режущая кромка. Больше подходит для рубящих изделий.
- Выпуклые линзовидные спуски, плавно переходящие в режущую кромку. Названия имеет два «пулевидная» заточка и «оживальная». Тяжело клинком резать, вязнет в материале, зато прекрасные рубящие характеристики. Сложен в изготовлении, также вариант для профессионалов.
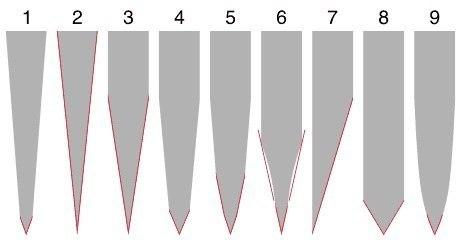 Основные формы спусков на ножах.
Основные формы спусков на ножах.
Для начала можно попробовать на какой ни будь ненужной заготовке, сделать спуски №1 и №3. Они проще остальных и найдут применение у вас дома, как вариант на кухне. А набив руку, можно приступать и к более сложным разновидностям заточки.
Изготовление вручную
Вот мы и добрались до самого интересного. Про ручную заточку разговор поднимался в самом начале, стоит к нему вернуться, так как он действительно, очень нужен для самых начинающих мастеров.
Как уже писалось выше это волшебное и изнурительное действо нужно для понимания самой стали. Нужно прочувствовать ее. Нужно пролить сто потов, чтобы научиться выполнять это вручную. Процедура эта делается напильниками, и, в конце концов, «догоняется» точильными камнями разной зернистости.
Да, иногда следует прибегнуть к специальным механическим «помощникам» в исключительных случаях. Прочувствовать сталь вручную, можно назвать – «высшим пилотажем». Тем более клинок всегда будет ощущать теплоту ваших рук, и, быть может, вы заложите в него частичку своей души.
С чего начать? Подготовительный этап
Тому, кто не знает, как сделать спуски на ноже, опытные мастера рекомендуют придерживаться следующей поочередности действий:
На подготовительном этапе нежелательно, чтобы винты струбцин были слишком затянуты. Достаточно лишь предотвратить смещение заготовки. Работать будет удобнее, если зажимающие приспособления расположить с противоположной стороны. Места в заготовке, на которых вытачиваются спуски, должны быть, наоборот, поближе к мастеру.
Как сделать спуски на ноже болгаркой
Тема довольно щепетильная, и честно скажем, неоднозначная. Вся проблема в том, что если вы новичок в этом вопросе, все «прожженные» мастера рекомендуют начинать делать только вручную и никак иначе.
В интернете полно различных приспособлений для заточки правильного спуска. Их изготавливают своими руками различные умельцы, и демонстрируют, как ими пользоваться. Но реальные мастера все как один, утверждают, что для начала нужно научиться «чувствовать» металл.
Конечно, никто не отрицает, что эти приспособления помогут сэкономить время, но для новичка они будут служить только помехой.
И чтобы добиться наилучшего реза нужно достичь гармонии взаимодействия режущей кромки и спусков. Но в данном случае, мы разберем вариант для более или менее профессиональных мастеров, как сделать спуски на ноже с помощью УШМ или просто «болгаркой».

Снятие спусков с помощью болгарки.
Подготовительный этап
Один из важнейших моментов для работы, собрать все нужные предметы, поближе, чтобы потом не бегать по мастерской и искать нужный инструмент. Проверить готовность УШМ, и главное не забывать про технику безопасности.
С виду безобидная «болгарка», может натворить столько бед, что мало не покажется.
Кроме нее понадобятся:
- непосредственно сама заготовка будущего клинка;
- «болгарка», про нее уже говорили, желательно с переключателем скоростей, и она не должна быть сильно громоздкой;
- прочно закрепленные к верстаку тиски;
- шаблон будущего ножа из картона;
- струбцина винтовая;
- металлический уголок;
- ведро с водой.
Основным инструментом работы будет УШМ, добавим пару слов про нее. Выбирайте ее небольших размеров, максимум под 125 диск, иначе вы просто будет физически сильно уставать, держа ее на весу.
За мощностью гнаться не стоит, 1000 Вт хватит с лихвой. Все работы проводите в защитных очках и перчатках.
Советы специалистов
Довольно полезные советы, чтобы не наделать ошибок во время работы. Они опять же касаются нашего основного инструмента. Уже давно замечено, что для вырезания заготовки из металла согласно чертежу с шаблона, нужно использовать только кругом абразивом, толщиной не менее 7 см.
Если использовать обрезной диск, то металл часто перегревается, раскалывается и появляются небольшие канавки. Обдирочные круги ведут себя довольно достойно, особенно «раскрученных» брендов, а цена у них невысокая.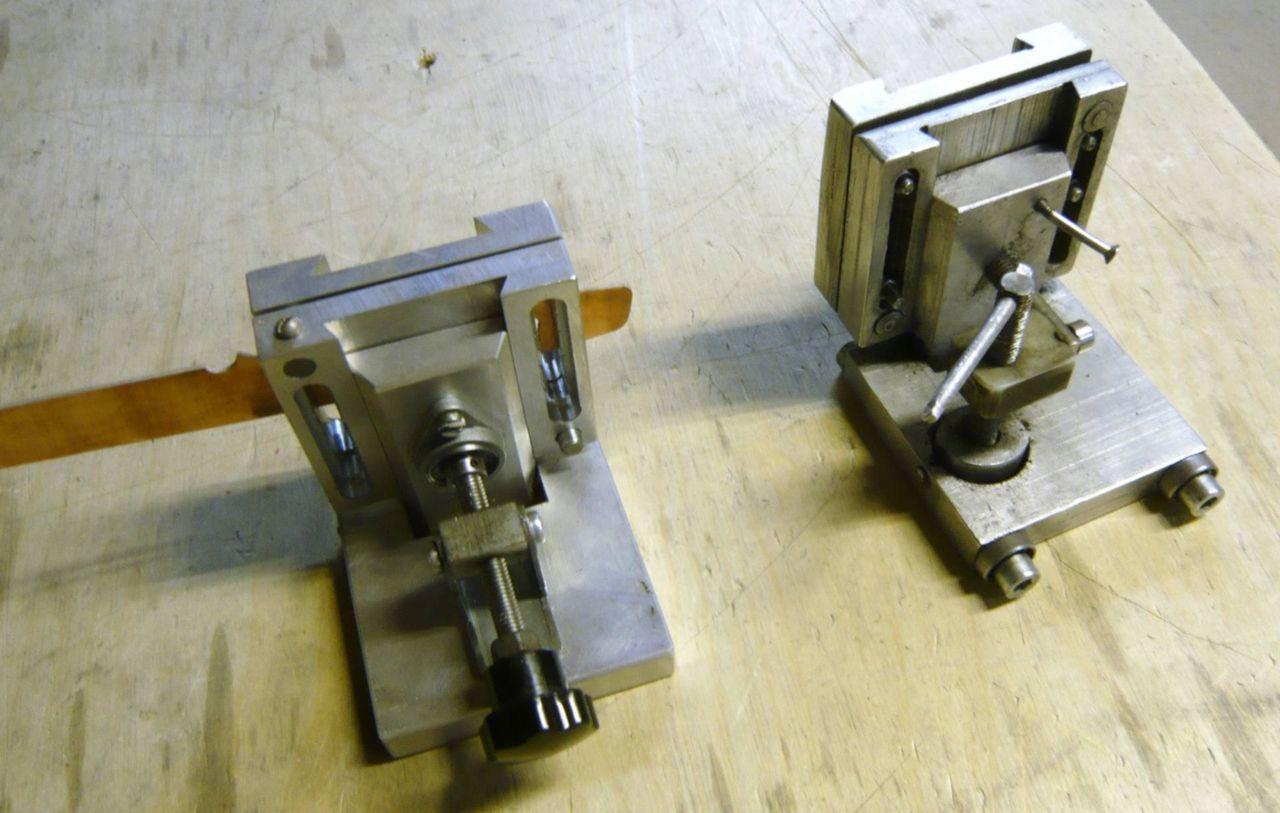
Простое приспособление для спусков ножей.
Постепенно научившись пользоваться обдирочными кругами, можно будет перейти и к отрезным, но толщина их не должна быть менее 2 мм. К минусам тонкого отрезного диска можно отнести и то, что при боковых нагрузках он начинает вибрировать.
В итоге весь инструмент ходит «ходуном». Что может привести к разрушению диска и нанести различные травмы. И как показывает практика, новички не послушавшие этого совета, рано или поздно все равно возвращаются к обдирочным кругам.
Вырезка заготовки
Ознакомившись с полезными советами, нужно продолжить работу. Вырезание заготовки выглядит довольно несложно, с учетом вышеуказанных советов:
- С картонного шаблона нужно перенести эскиз на металл, из которого будет вырезаться клинок.
- Следующим этапом будет непосредственно само вырезание заготовки, выполнять это нужно четко в соответствии с линией шаблона. И одна очень деликатная особенность: на этом этапе обух не вырезают. Связанно это с тем, что во время шлифовки могут возникнуть проблемы, кончик лезвия может получиться с «заваленными» гранями. Специалисты утверждают, что эта часть клинка – самая проблематичная.
- Непосредственное нанесение линий обуха, делать это нужно не толстой чертой, но хорошо видимой.
- Металлический уголок, который был приготовлен зажимается в тиски, и к нему с помощью струбцины прижимается уже вырезанная заготовка.
Небольшое дополнение к пункту №4, опытные мастера советуют воспользоваться двумя струбцинами, для зажима кончика ножа. Если она одна, то нужно ее постепенно перемещать к месту обработки, и клинок-заготовка должен быть прижат к уголку очень плотно. Место обработки должно быть обращено к мастеру.
Снятие фаски
После всех подготовительных работ можно приступить к вырезанию фаски. Зачем она нужна, станет понятно далее. Абразивный круг, располагаем таким образом, чтобы он был строго перпендикулярен заготовке. Если на заготовке присутствуют неровности, то не отклоняемся от первоначального положения.
Больших усилий прикладывать не нужно, а наоборот пробовать чуть касаясь, снять небольшую фаску вдоль клинка по режущей кромке. Очень важный момент, нужно выдержать дистанцию 0,2 мм от линии к середине ножа.
Оформление фаски ножа.
Делать все нужно не спеша, и аккуратно. Перемещаем УШМ вдоль всей длины режущей кромки. Не забываем при этом, охлаждать деталь, обильно поливая водой. Перегрев грозит испорченной заготовкой. Фаска снимается для удобства будущих манипуляций, это будет явно видимая граница, на которую нельзя будет заходить. Снять ее нужно по всей режущей кромке.
Работы по спуску
После окончания работы с фаской по РК, можно начать работать непосредственно со спуском. Направление движения камня будет в сторону обуха, до очерченной линии. Контролировать процесс несложно, не забываем оформить начало спуска около пяты клинка. Плавно водя УШМ вправо-влево с шагом 15-20 мм понемногу сдираем поверхность.
Главное контролировать, чтобы камень был перпендикулярен режущей кромке.
Не забываем охлаждать заготовку. Если смотреть сверху, камень будет повернут вертикально к плоскости ножа. Не допускайте отклонений от заданных параметров, иначе диск может встать на ребро и это может стать в дальнейшем немалой головной болью для мастера.
Но благодаря тому, что клинок обрабатывается пошагово, испортить его одним неправильным движением не получится. Давить на «болгарку» не нужно, ее веса, как правило, хватает для нормальной обработки спуска.
Профили заточки
Профиль лезвия ножа увязан со свойствами материала и структурой клинка, а также со свойствами материалов, для обработки которых инструмент предназначен. Заточка на простой тупой клин (поз. 1 на рис.) дает стойкое, но грубое лезвие: сопротивление резанию велико, а достаточно вязкие материалы нож рвет. Острый клин (поз. 2) быстро тупится или выкрашивается, на вязких и/или волокнистых материалах сопротивление резанию может быть и больше, чем тупым клином из-за трения отрезаемого о клинок.
Профили заточки лезвия ножа
Идеальным во всех отношениях является оживальный (плавно сбегающий) профиль, поз. 3. Специалисты до сих пор спорят, какая его образующая лучше – эвольвента, гипербола или экспонента. Но бесспорно одно – сделать оживальное лезвие в производственных условиях сложно и дорого, а направить его самостоятельно невозможно. Поэтому ножи с оживальной заточкой используются только в спецоборудовании, напр. микротомах – биологических приборах для получения тончайших срезов тканей.
Для одноразовых клинков, напр. лезвий безопасных бритв, используется граненая заточка, поз. 4, т.е. оживальная образующая, как говорят математики, аппроксимируется отрезками прямых. Количество граней заточки указывается в сертификате или на сайте производителя. Для толстой грубой щетины лучше подойдет 3-4-гранная; для нежных волос не на лице – 8-гранная. Универсальной считается 6-гранная.
Угол α
Угол заточки дается всегда в половинном значении α, т.к. многие инструменты и, напр., штык-ножи, затачиваются на одну сторону. Для ножей различного назначения угол α выдерживается в след. пределах:
- 10-15 градусов – медицинские скальпели, опасные бритвы, ножи для художественной резьбы.
- 15-20 градусов – кондитерские (для тортов) и овощные ножи.
- 20-25 градусов – ножи хлебные и филейные.
- 25-30 градусов – охотничьи, походные, ножи выживания.
- 30-35 градусов – бытовые ножи общего назначения.
- 35-40 градусов – столярный инструмент, сапожные ножи, топоры.
Полуторная
Заточка ножей, кроме специальных, делается почти исключительно полуторного профиля, слева на рис. Полуторная заточка названа так потому, что пологая грань лезвия (спуск) формируется в процессе изготовления клинка и заточке не подлежит. Фактически, направка ножа с полуторной заточкой не сложнее заточки на простой клин. Полуторная заточка оптимальна для ножа, которым работают с самыми разными материалами, и сделать точилку для ножей с полуторной заточкой гораздо проще, чем на заточку граненую.
Заточка лезвия бытового или походного ножа
В центре и справа на рис. показаны стадии заточки лезвия и номера используемых на них абразивов. Номер абразива соответствует количеству его зерен на 1 кв. мм поверхности. Стадия доводки имеет некоторые особенности:
- Охотничьи и походные ножи не доводятся. Так ими легче резать твердое (напр., кости) с протяжкой (с подпиливанием). Кроме того, если случайно порезаться, то слегка рваная рана быстрее перестает кровоточить, легче заживает и опасность проникновения инфекции в нее меньше.
- Лезвия опасных бритв, ножей сапожных и для художественной резьбы после абразива доводятся до зеркальной гладкости на кожаном оселке с пастой ГОИ.
- Направку и доводку лезвий кухонных ножей можно свести в одну операцию с абразивом №№ 800-1100.
Как сделать спуски на наждаке
Точильный станок, также довольно часто используют для снятия спусков. Станок состоит из электромотора и точильного камня. Принцип довольно прост. Многие любители изготовления ножей, часто пользуются специальными приспособлениями для точного угла спуска.
Особых секретов при таком особа нет. Нужно держать заготовку строго перпендикулярно к оси вращения точильного камня. И опять же не забывать охлаждать будущий клинок. Для такого удерживания клинка изготавливают различные приспособления.

Вывод спуска на нождаке.
Для примера, один вариант. Железную пластину используют в качестве площадки, на которой будет лежать заготовка. Чтобы она не соскользнула, ее прижимают к уголку. В
ся эта конструкция удерживается струбциной и располагается строго перпендикулярно камню. И если нужно изменить угол, стоит только подвинуть струбцину и все. А саму заготовку нужно будет потихоньку водить вдоль круга согласно заданному углу.
Некоторые мастера используют «болгарку» как черновой вариант, а затем на таком станке доводят до идеала.
Ленточно-шлифовальная машина для изготовления спусков
Кроме дорогущего гриндера, на рынке можно найти небольшие шлифовальные машины, в них также используется лента. Для изготовления спусков с помощью такого устройства, потребуется дополнительно самостоятельно соорудить конструкцию.
Она позволит неподвижно закрепить машинку в вертикальном положении, таким образом получится миниатюрный гриндер. Но на таких машинках используется лента для обработки древесины. Следует найти подходящую ленту для стали или немного помучиться с той, что есть в наличии.

Ленточно-шлифовальная машина.
Простое устройство для заточки ножей
Самое простое устройство для заострения ножей основано на использовании угловой рамы и оселка. Цена подобного примитивного устройства заводского производства достаточно высока, как высока цена и на сменные оселки, при этом сделать такое устройство для натачивания ножей в домашних условиях не составит мастеру ни малейшего труда. Понадобится следующий инвентарь:
- Деревянные бруски одинакового размера – 4 шт.
- Дрель (или любой другой инструмент для сверловки).
- Болты и гайки (примерно по 4 шт.).
- Оселок.
- Транспортир.
Для начала нужно изготовить пару деревянных уголков, располагая бруски друг к другу строго под углом 90º (рис. 1). Получившиеся деревянные углы сомкнуть друг с другом параллельно как единое целое и просверлить насквозь отверстия по диаметру болтов. В отверстия вставить болты, и углы немного притянуть друг к другу гайками.

Простейшее приспособление для заточки ножей
Смысл этого изобретения в том, чтобы можно было произвести заточку просто держа нож вертикально по отношению к расположенному под заданным углом точильной поверхности.
Самое важное – правильно закрепить оселок между деревянными углами приспособления. Для этого, пользуясь транспортиром, нужно выставить нужный угол наклона оселка и туго затянуть болты для чёткой фиксации позиции оселка.
При некоторой доработке приспособления можно зафиксировать и позицию ножа относительно заточного камня. Существенным недостатком подобного станка для ручной заточки выступает невозможность плавной регулировки угла наклона точильного камня.
Способы
Тем, кто не знает, как сделать спуск на лезвии ножа, можно порекомендовать воспользоваться одним из трех способов. Как утверждают специалисты, самым распространенным инструментом для этой задачи является наждачный станок. К этой технике прибегают преимущественно новички. Второй способ считается посложнее – с использованием угловой шлифовальной машинки (болгарки). Третий практикуют опытные мастера, которые «чувствуют» металл и могут практически обойтись без дополнительных технических приспособлений.
- https://sto82.ru/montazh-profi/spuski-ot-obuha.html
- https://FB.ru/article/412830/kak-sdelat-spuski-na-noje-tehnika-vyipolneniya-neobhodimyie-materialyi-i-instrumentyi-poshagovaya-instruktsiya-rabotyi-i-sovetyi-spetsialistov
- https://ltruck-service.ru/instrumenty/spuski-na-nozhe.html
- https://msmetall.ru/instrument/chertezh-samodelnogo-prisposobleniya-dlya-vyvedeniya-spuskov-nozha.html
- https://warmsteel.ru/nozhi/izgotovlenie-nozhej/spuski-na-nozhe/


